




一紫铜管压型开裂分析
情况描叙
2011年7月13日,我公司的产品压扣2(2A80200669G00)在南车电机由用户压接后出现一起开裂现象,14号由我公司提供了10件相同产品,经试压后再次出现开裂现象。该产品的退火设备为真空退火炉,退火温度为620~650℃,保温120分钟,装炉方式为插装,单炉数量约为300件。图片如下:

后续我们采用了箱式退火炉,退火温度设定为700℃,保温90分钟,单炉退火数量约为50件左右,退火后压扁也有部分开裂。这一批次的紫铜退火后表面氧化严重,且开裂的铜管表面多有气泡、粗拉道且表面有较大晶粒。这些症状是紫铜管在还原性气体中退火后的常见一种毛病,名为“氢病”,其化学反应方程式如下
Cu20+CO→2Cu+CO2↑(1)
Cu20+H2→2Cu+H2O↑(2)
在反应中生成的CO2、H2O在晶界上聚积,铜中含O元素较多时,生成的气体压力超过晶界强度,导致晶体开裂。
原因分析:
真空退火或箱式退火均是沿用以前的工艺,退火温度设定,保温时间及冷却方式都没有问题,而恰巧该批铜管材料为新进材料,和以往并非同批次。我们可以初步判定这批材料含O元素较高。促使了氢病的产生。
问题1:真空炉退火怎么也会产生氢病?
真空退火炉的工作原理是,在真空中对紫铜管进行退火,以防止紫铜管中的O元素与空气中H、C元素等发生反应。
然而我们观察发现真空退火炉密封槽上有大量金属锈迹,且密封垫圈存在有缺口、划痕、毛刺等,这将严重影响真空炉气密性。无法达到真空退火的效果。
在后续的工作中,我们更换了密封胶条,并铲除了密封槽里的铁锈,并采用填充氮气的工艺对一批材料取样重新进行退火并压型.对比如下图。
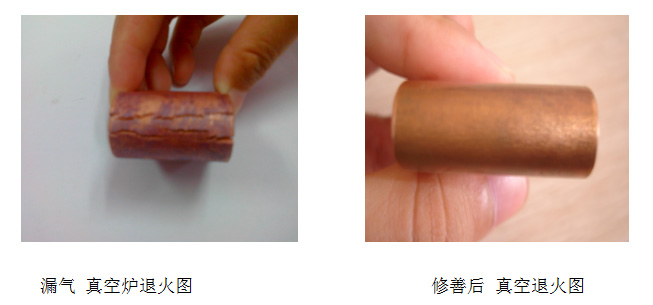
从图中可以看出修善后真空炉退火后压型无开裂,且表面无黑色氧化物。
问题2:为何箱式退火开裂情况会比真空退火少?
箱式退火炉没有抽真空,也并非密封无法杜绝(1)、(2)化学反应,理论上应该开裂更严重,然而箱式退火保温时间为90分钟,保温结束后采取迅速水冷。而真空退火炉保温时间为120分钟,保温结束后进行自然冷却,时间为4小时,总时间为6小时,
退火方式 | 保温时间 | 冷却时间 | 总时间 |
真空退火 | 2小时 | 取出真空胆 在真空胆中自然冷却(4小时) | 6小时 |
箱式退火 | 1.5小时 | 水冷 | 1.5小时 |
在真空炉漏气的情况下箱式退火的时间远远小于“真空炉”退火,大大缩短了(1)、(2)反应的时间,从而箱式退火效果要比漏气的真空炉退火效果好。
总结
通过各种对比试验,我们论证了铜管压型开裂的问题所在:
1.真空退火炉密封槽上有大量金属锈迹,且密封垫圈存在有缺口、划痕、毛刺等严重影响真空炉气密性。无法达到真空退火的效果。
2.该批次材料中氧含量较高,促使了退火中“氢病”的产生。
改进措施:
1.对真空炉的修善(已解决)
2.从材料上控制。和供应商协商,用无氧紫铜替代以前的T2-Y。
二紫铜管真空退火工艺优化
情况描叙
在我们的紫铜管压型开裂分析中,我们发现了一个附带问题,高温退火后,产品表面出现晶粒,非常粗糙。这不仅影响产品美观,更会在镀银后引起皮、露铜等现象。如下图所示
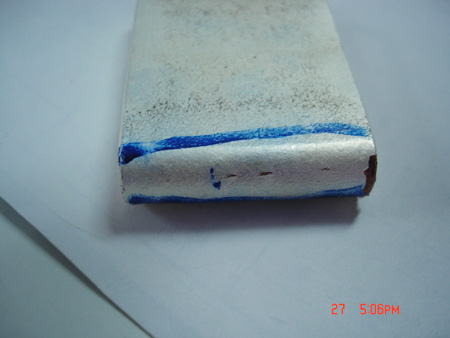
镀银后起皮、露铜
理论分析及试验
我们需要的优化后的工艺是要求退火后,铜管内部晶粒组织细小(内部晶粒组织细小则外表光滑、镀银后不易起皮及露铜)且硬度低于60HB(硬度低适于压型)。由于退火温度不同,导致紫铜的微观组织及硬度不同:退火温度低的,硬度高,组织细而密,不易于压力加工;退火温度高的硬度低,组织粗而大,易于压型,但影响外观。我们的目的是找一个最佳的退火温度,确保晶粒细小且硬度合适。为此,我们用φ37X4.5的材料做了以下三组试验
1.真空退火炉,退火温度为620℃~650℃,保温120分钟,装炉方式为插装,单炉数量约为6件.测试硬度为54HB,试验效果如下图:

620℃~650℃,保温120分钟退火效果图
2.真空退火炉,退火温度为520~550℃,保温90分钟,装炉方式为插装,单炉数量约为6件.测试硬度为39HB。试验效果如下图所示

520℃~550℃,保温90分钟退火效果图
3.真空退火炉,退火温度为450℃~480℃,保温90分钟,装炉方式为插装,单炉数量约为6件.测试硬度为37HB。试验效果如下图所示

450℃~480℃,保温90分钟退火效果图
结论
通过试验我们可以得出结论,三组试验所测的硬度分别为39HB、37HB、54HB均能够满足硬度≤60HB,且温度越低表面越光滑。因此在今后的退火工艺中我们可以适当降低退火温度及保温时间,以减少退火时表面氧化物的产生,起皮及镀银后露铜现象的产生。
- 上一篇:退磁方法 2017-05-25
- 下一篇:没有了; 2017-05-25



