




1.1钎焊
钎焊与熔化焊不同,它是采用液相线温度比母材固相线温度低的金属材料作钎料,将母材和钎料加热到钎料熔化,利用液态钎料润湿母材,填充接头间隙并与母材溶解和扩散而实现连接母材的方法。
钎焊是一种用于材料连接或材料涂层的热连接方法,在连接处是通过钎料的熔化或接触而的扩散作用实现焊接,母材没有达到熔化温度。
每种钎料应具有与母材相关的两个特性:
1)钎料的熔点应低于母材的熔点,
2)钎料在母材上必须浸润,也就是说,钎料和母材之问的分界面间隙通过扩散实现合金化。
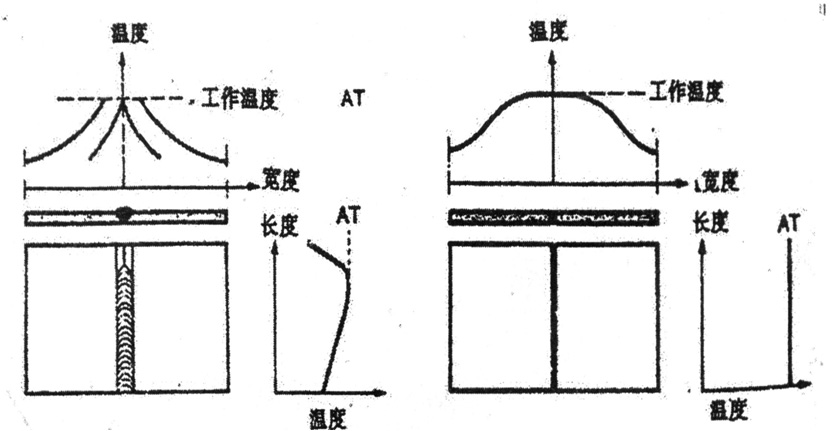
工作温度是指在钎焊位置钎料浸润时的条件下最低的表面温度。
<450℃>450℃>900℃
软钎焊硬钎焊高温钎焊
焊接与硬钎焊温度分布的比较:
1.2钎焊基本原理
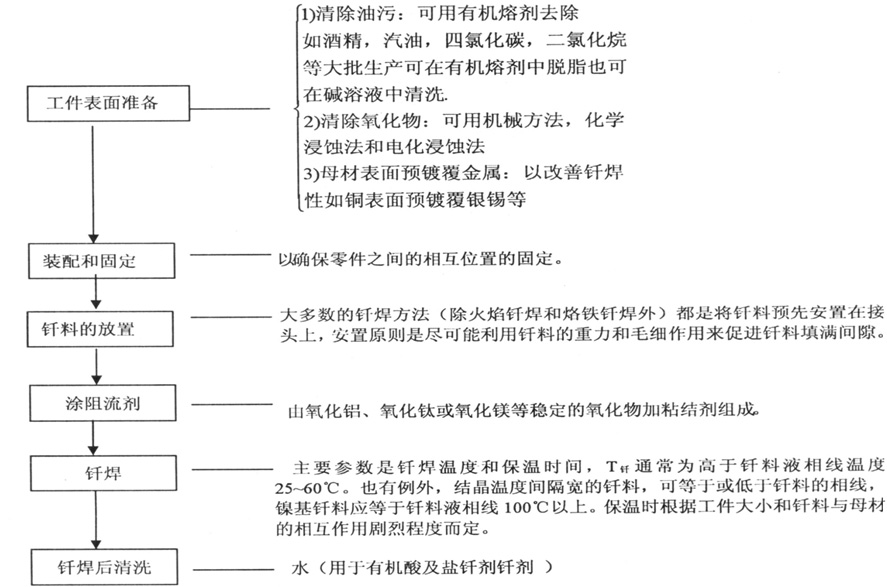
钎焊的生产过程:如钎焊前准备、零件装配和固定、钎焊、钎焊后清理及质量检验等。
其中钎焊过程应包括熔态钎料的填充过程及钎料与母材的相互作用。
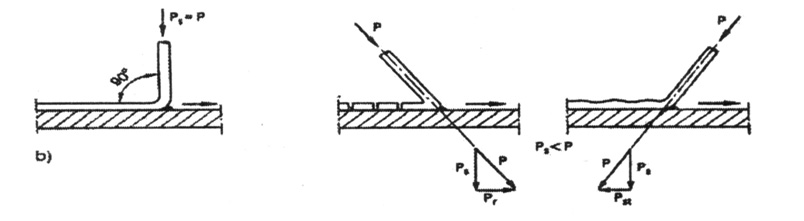
(1)熔态钎料的填充过程:
能实现这一过程的必要条件:
钎料的润湿和毛细作用。
影响钎料润湿作用的主要因素:
钎料和母材组成;钎焊湿度:
母材表面氧化物;母材表面粗糙度;钎剂。
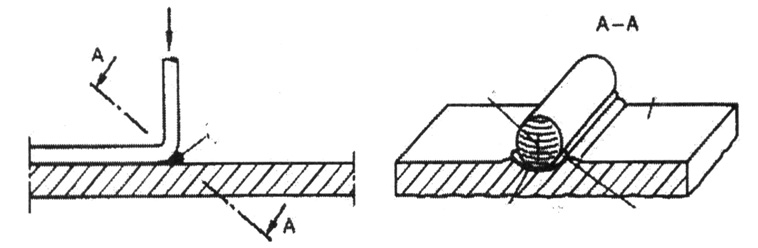
(2)钎料与母材的相互作用。
这种作用可归为两种:
一种是固态母材向液态钎料的溶解;
另一种是液态钎料向母材的扩散。
这些相互作用对钎焊接头性能影响很大。
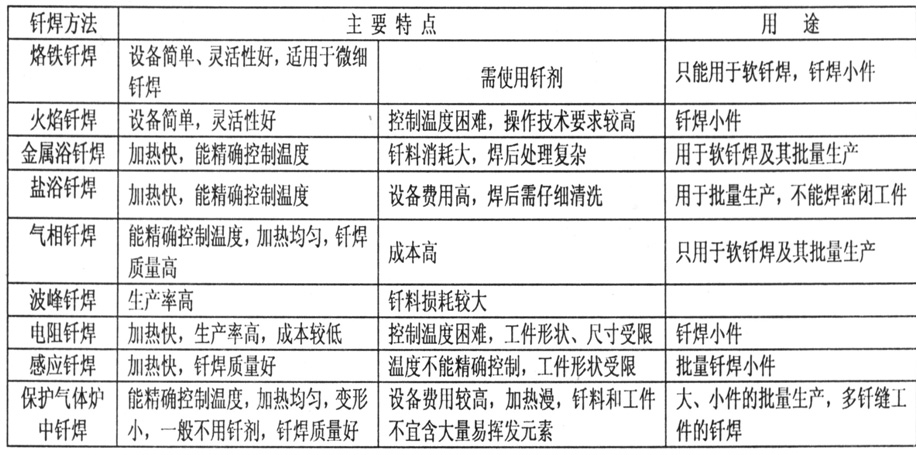
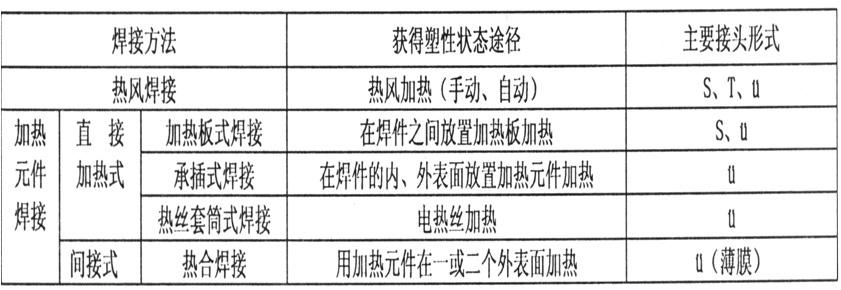
1.3钎焊方法分类
根据所使用的热源来命名及分类,
见表1。

1.4典型钎焊方法介绍
图2常用钎焊方法
1.6钎焊接头设计
(1)设计原则:
①首先考虑接头强度
②其次还要考虑组合件的尺寸精度
零件的装配定位;
钎料的安置;
接头问隙等。
(2)接头设计时应注意的几点
①搭接长度,它是保证接头与母材具有相等承载能力的关键。
搭接长度
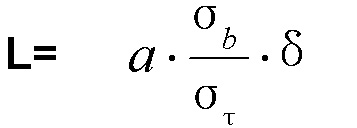
式中:δb——母材的拉接强度(MPa)
δ——钎焊接头的拉剪强度(MPa)
δ——母材厚度
a——安全参数
在生产实践中,
银基、铜基、镍基等强度较高的钎焊的接头,搭接长度通常取为薄件厚度的2~3倍;
锡铅等软钎料钎焊的接头,可取为薄件厚度的4~5倍,但不希望搭接长度大于是15mm。因为此时钎料很难填满问隙,往往形成大量缺陷。
由于工件的形状不同,搭接接头的具体形式各不相同。
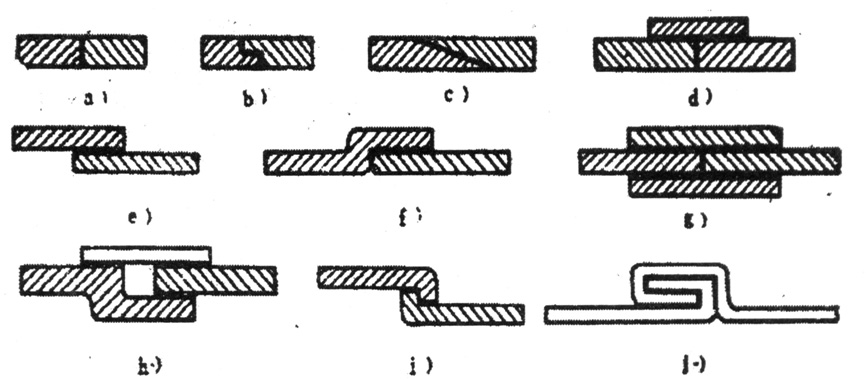
图3平板钎焊接头形式
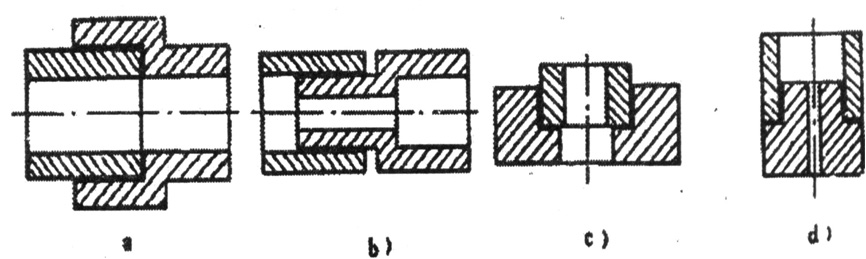
图4管件钎焊接头形式
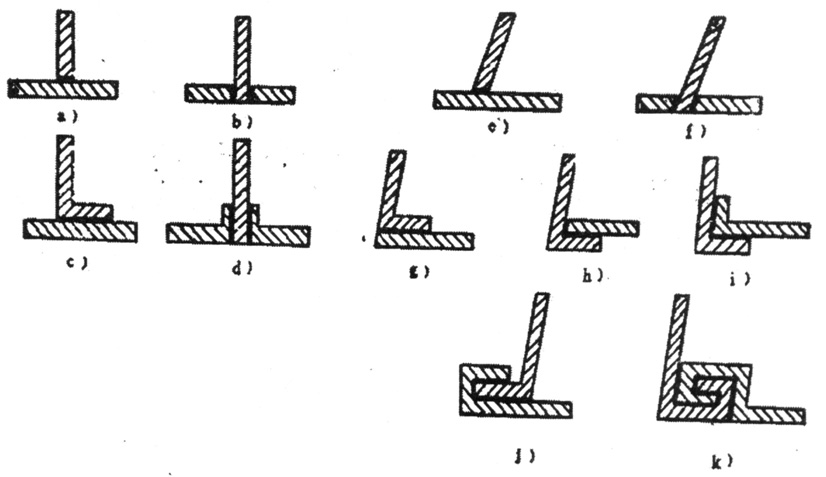
图5T型和斜角钎焊接头
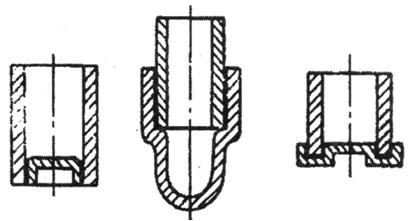
图6端面密封接头
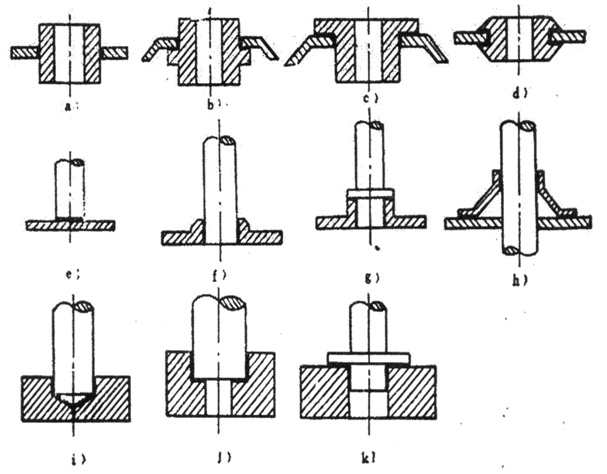
图7管或棒与板的接头形式
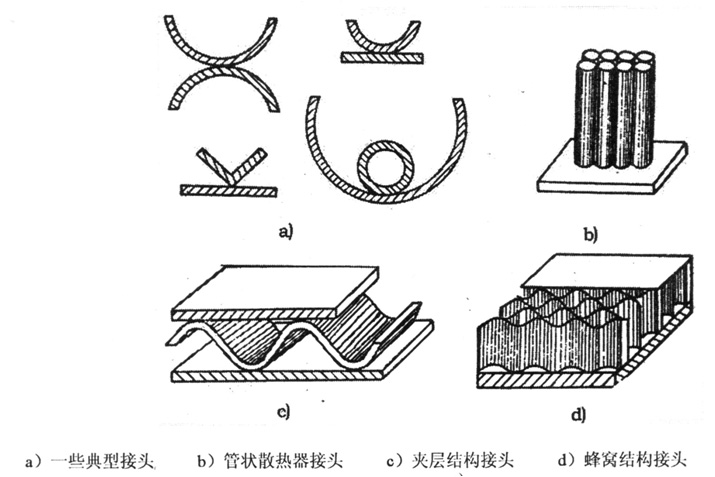
图8线接触钎焊接头
②接头与载荷关系问题.
接头设计时应避免再载荷作用下接头处发生应力集中,另外在受撕裂、冲击、振动等载荷作用时也应特别注意接头设计的合理性。
图9列举了一些实例。
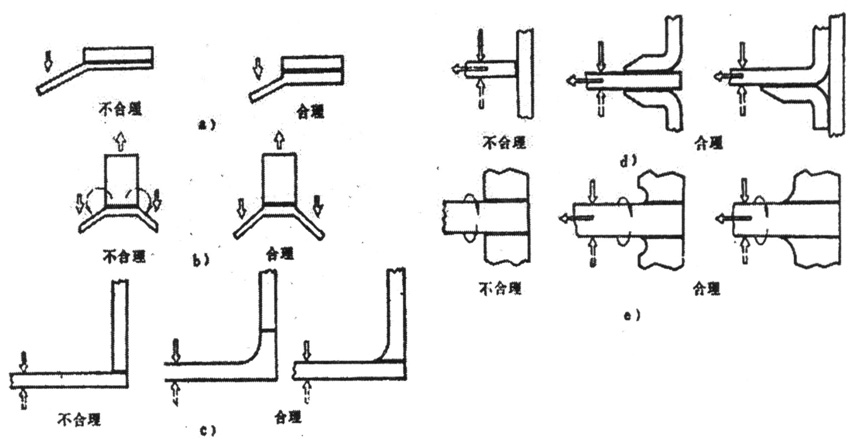
图9受动载或重载荷接头的合理设计或不合理设计(15
③开设工艺孔
工艺孔是指为满足工艺上的要求而在接头上开的孔。钎焊时空气受热膨胀空气有可能阻碍钎料的填隙,也可能使已填满问隙的钎料重新排列,见图10。
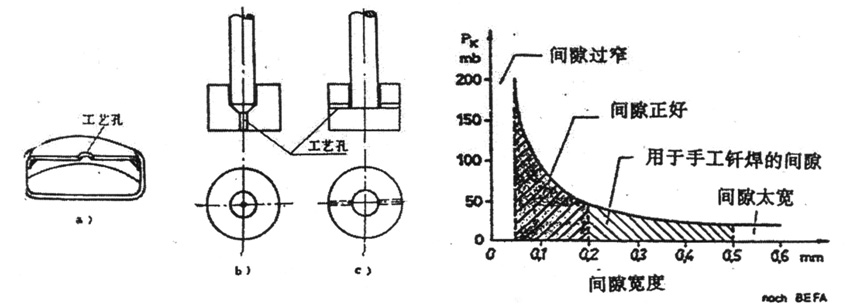
图l0开设工艺孔示意图
④接头间隙
间隙的大小在很大程度上影响钎焊接头强度和钎缝的致密性。
由于钎焊是靠毛细力作用使钎料填满间隙的。
间隙过小,钎料流入困难,在钎缝内形成夹渣或未钎透,导致接头强度下降:
间隙过大,毛细作用减弱,钎料能填满间隙,也会使接头的致密性变坏,强度下降。
(3)钎焊接头质量检验
①钎焊接头缺陷
a、填隙不良、部分间隙未被填满;
b、钎缝气孔;c、钎缝夹渣;
d、钎缝开裂;e、母材开裂;
f、钎料流失;g、母材被溶蚀。
②接头检验方法
a、外观检查;
b、表面缺陷检查;
c、内部缺陷检查:包括X射线和,γ射线、超声波和致密性检验。
④接头间隙
间隙的大小在很大程度上影响钎焊接头强度和钎缝的致密性。
由于钎焊是靠毛细力作用使钎料填满间隙的。
间隙过小,钎料流入困难,在钎缝内形成夹渣或未钎透,导致接头强度下降:
间隙过大,毛细作用减弱,钎料能填满间隙,也会使接头的致密性变坏,强度下降。
(3)钎焊接头质量检验
①钎焊接头缺陷
a、填隙不良、部分间隙未被填满;
b、钎缝气孔;c、钎缝夹渣;
d、钎缝开裂;e、母材开裂;
f、钎料流失;g、母材被溶蚀。
②接头检验方法
a、外观检查;
b、表面缺陷检查;
c、内部缺陷检查:包括X射线和,γ射线、超声波和致密性检验。
2、钎焊材料
2.1对钎焊材料的基本要求
a)合适的熔化温度范围,一般比母材的熔化温度低;
b)在钎焊温度下具有良好的润湿作用,能充填充接头间隙;
c)与母材的物理、化学作用应保证它们之问形成牢固的结合;
d)成份稳定尽可能减少钎焊温度下元素的损耗:少含或不含稀有金属和贵重金属;
e)能满足钎焊接头物理、化学及力学性能等要求。
2.2钎料的分类(重点)
两大类:
软钎料(易熔钎料,熔点低于450℃);
硬钎料(难熔钎料,熔点高于450℃)。
软钎料主要包括:
铋基、铟基、.锡基、镉基、锌基和铅基等钎料。
硬钎料主要包括:
铝基、银基、铜基、锰基、镍基、金基、钯基、镁基、钼基和钛基等钎料。
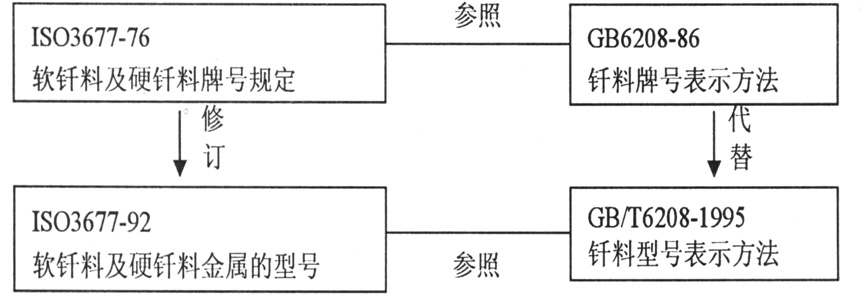
2.3钎料型号(牌号)表示方法
(1)相关标准及规定
(P8/12)
2.4典型钎料简介
(1)软钎料(熔点低于450*(2的钎料)
①锡铅钎料
软钎料中应用最广的一种。
高锡铅合金含Sn61.9%时,即形成熔点为183℃的共晶。
纯锡加入铅后强度提高,在共品成份附近时强度和硬度最高,但导电率则随铅量增大而降低。
锡铅合金中有时加入锑,用以减轻钎料在液态时的氧化程度,并提高接头的热稳定性。含锑一般控制在3%以下,以免钎料发脆。若加入银可使晶粒细化并提高耐腐蚀性。
锡铅钎料工作温度不能太高,当温度高于100%时;强度急剧下降,含锡高的锡铅料在低温下有冷脆性。锡铅焊料已纳入国家(GB3131-88)。
①铜基钎料
铜基钎料由于其经济性好,在钢、合金钢、铜和铜合金的钎焊方面获得了广泛的应用。标准GB64l8-93中将铜基钎粉分为铜,铜锌和铜磷钎料。
②银基钎料
银基钎料是应用最广泛的一类硬钎料,由于熔化温度不很高,能润湿很多金属,并且有良好的强度、延性、导热性、导电性和抗腐蚀性。广泛应用于钎焊低碳钢、结构钢、不锈钢、铜及铜合金、可伐合金、难熔金属等。
(3)钎剂
钎剂的主要用途:去除母材和液态钎料表而上的氧化物,保护母材和钎料在加热过程中不致进一步氧化以及改善钎料对母材表面的润湿能力。
钎剂应具备以下条件:
①具有足够的去除母材及钎料表面氧化物的能力;
②熔化温度及最低活性温度略低于钎料的熔化温度;
③在钎焊温度下具备足够的润湿能力。
有关钎剂方面已纳入国家标准的有:
①GB/T15829.1-1995软钎焊用钎剂分类;
标记与包装
②GB/T15829.2-1995软钎焊用钎剂树脂类钎剂
③GB/T15829.3-1995软钎焊用钎剂有机物类钎剂
④GB/T15829.4-1995软钎焊川钎剂无机物类钎剂
⑤JB/T6045-1992硬钎焊用钎剂
3、各种材料的钎焊
(1)材料的钎焊性
是指材料对钎焊加工的适应性,即材料在一定的钎焊条件下获得优质接头的难易程度。
1)钎焊性的好坏首先与材料表面形成的氧化物成分及其去除的难易程度有关。
例如铜和铁表面氧化物的稳定性低容易去除,故钎焊性好;铬的氧化物稳定性高,不易去除,含铬的金属必须采用活性大的钎剂或纯度高的还原性气体才能将其除去。铝的氧化物更难去除,相对来说,铝的钎焊性就差。
2)钎焊性的好坏还表现在钎焊加热温度对工件材料组织及性能的影响上。
例如,硬铝LYl2的固相线温度相当低,目前还没有合适的钎料使其在硬钎焊时不发生过烧,故钎焊性差。
3)钎焊性的又一重要标志是钎料对它的润湿作用。
多数钎料对铜、钢的润湿作用都比较好,对钼、钨的差。前者钎焊性好,后者钎焊性差。
4)钎焊性好坏又与工件材料同钎料作用后的产物性能有关。
钛和钛合金同大多数钎料作用会在界面区形成脆性化合物相,故钛的钎焊性差。
又如,低碳钢在炉中钎焊时对保护气氛的纯度要求较低,而含铝、钛等元素的高温合金只有在真空钎焊时才能获得良好的钎焊接头。
总之,钎焊性不但取决于材料本身,而且与钎料、钎剂和钎焊方法有关,故必须根据具体情况进行评定。
(2)钎料的选择原则
使用要求;
钎料与母材的互匹配;
经济角度等方面进行全面考虑。
表4给出了各种材料组合适用的钎料。
钎料的选择具体从以下几个方面考虑:
①从使用要求出发,对钎焊接头强度要求不高和工作温度不高的可用软钎焊,
对要求导电性好的电气零件,应选用含锡量高的锡铅钎料或含银量高的银基钎料:
②选择钎料时,应考虑钎料与母材的相互作用。
③选择钎料时还应考虑钎焊加热温度的影响。
④钎焊加热方法对钎料选择也有一定的影响。
⑤从经济观点出发,
4、钎焊的质量控制
与熔化焊的质量控制一样,钎焊的质量控制越来越被各个国家所重视,在欧洲已经颁布了许多相关的标准和规程,包括钎焊接头的检验,钎焊的工艺评定,钎焊操作人员的培训及考试认证等方面,本节仅将相关标准及规程列举如下。
Enl3133(2000)硬钎焊硬钎焊工的考试
ENl3134(2000)硬钎焊硬钎焊工艺评定
ENl2797(2000)硬钎焊焊钎焊接头的破坏性检验
ENl2799(2000)硬钎焊硬钎焊接头的非破坏性检验
prENl8279(2003)硬钎焊接头中的不规则性(缺陷)评定
DVSRichtlinie-1183(2002)金属材料钎焊培训课程
1、塑料的类型
塑料是一种以高分子量合成树脂为主要成份的人工合成材料(合成树脂是高分子化合物,也称聚合物。)
生产塑料的原料含有碳,如石油、天然气、木材、煤、乙烷等,则它属有机化学范畴。在这些物质中存在不饱合键,如单个分子、单体的乙烯、氯乙烯等。这些单分子、单体的物质可以通过化学反应形成多分子(也称大分子)多体物质,如聚乙烯(PE)、聚氯乙烯(PVC)。由单分子结构的物质(大多为气态或液态)转变成多分子结构的物质这一过程称为聚合作用。
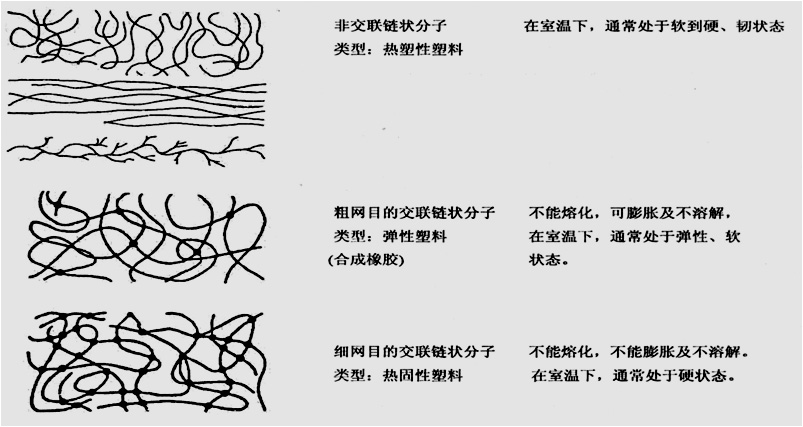
塑料的结构是由链状分子构成,或称纤维状分子。与棉花的网状纤维相类似,是无序卷绕状。根据分子链的构造,塑料可分热塑性塑料、弹性塑料(合成橡胶)和热固性塑料(图1)。
在实际中,人们使用的塑料不是纯塑料,而是添加了些辅助材料,如稳定剂、强化剂和着色剂等。由此获得特殊性能和降低成本。
(1)热塑性塑料
通过链分子的“卷绕’’作用,即分子运动的阻碍作用,塑料在受热时,不象水那样只处于一种固定的液态形式,而是处于不同状态的变化之中,即:硬一弹塑料一热塑性,达到热塑性状态,就可焊接。
在一定温度下,热塑性塑料可以达到热塑性状态乃至熔融流动,冷却后,又变成一定的形状。热塑性塑料加工成型方便,在固体状态也有一定的可塑性,能象金属一样进行冷加工。由于热塑性塑料具有这些性能,故适宜于进行二次或多次加工,也可以进行焊接
由于分子结构不同,其材料的强度性能也不同。
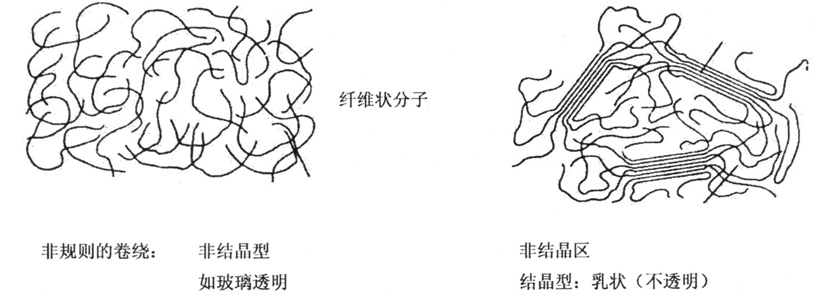
图2热塑性塑料的构造
热塑性塑料温度升高时开始变软,温度降低时恢复原有状态,等温度达到热塑性温度后,则可以进行焊接。这就是说,纤维状分子在力的作用下产生运动,使材料发生形变成为可能。冷却后,热塑性塑料就凝固成新的形状。然而,如果对他重新进行加热,则具有重新恢复原来形状的趋势(恢复能力)。
溶解物质的作用也可以使接头表而达到热塑性状态,从而使焊接成为可能。
(2)弹性塑料
该类塑料由于内部结构的原因(粗网目交联链状分子结构),而不能熔化,不能达到热塑性状态,故不具备可焊性。
(3)热固性塑料
这类塑料由于内部结构的原因(细网目交联链状分子结构)在受热时不会变软,一直处于硬状态,直到破坏,因此不具备可焊性。从另一角度看,能够进行焊接的塑料,其材料熔化指数MFI应在某一范围。
德国标准DIN53735对此做了规定。在DIN16776中给出了MFI的分类组别。德国焊接学会规程2201TI给出了HDPE熔化指数在005—010时可以焊接,每一种塑料都相对应一熔化指数(表1)。
2、热塑性塑料的焊接原理
热塑性塑料在热塑性状态和压力的作用下就可实现焊接。
是机械连接(二个焊件纤维状分子互相非规则的卷绕)。
通常仅相同类型的塑料可以焊接。
热塑性塑料的焊接原理是:
(1)焊接面处于热塑性状态(加热);
(2)在一固定外压力的作用下实现焊接(焊接压力);
(3)保持,冷却直至接头凝固结束焊接(冷却)。
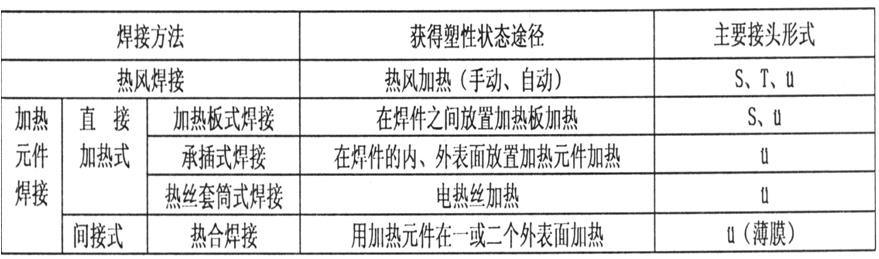
3、热塑性塑料焊接方法的分类(表2)
3、热塑性塑料焊接方法的分类(表2)
德国标准DIN191第3部分《塑料焊接方法》
表2塑料焊接方法分类
3、热塑性塑料焊接方法的分类(表2)
德国标准DIN191第3部分《塑料焊接方法》
4、塑料焊接设备
见德国焊接学会规程DVS2207T3<热塑性塑料板、管的热风焊>。
4.1热风焊设备
1)手工热风焊接设备
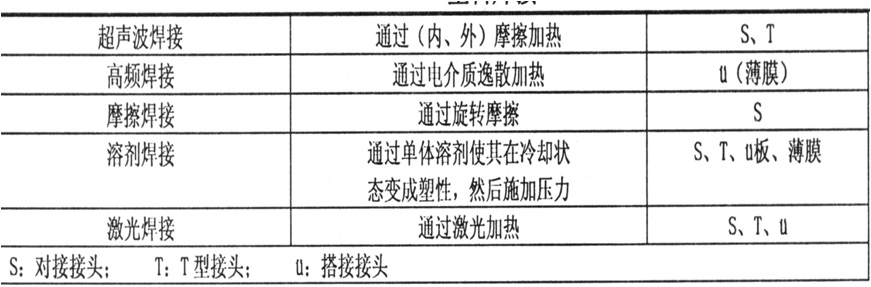
所谓热风焊就是将热风作为热源(见图3)。
2)机械热风焊接设备
机械热风焊接设备用热风作为热源,也称挤压式焊接设备。(图4)
4.2加热元件焊接设备
1)加热板式焊接设备
德国焊接学会规程DVS2207T1《m管、板加热元件焊接》规定了加热板式焊接方法。
加热板为焊接热源。加热板焊机主要由恒温电加热板(温度最高可达270℃)、双面电动平整切削刀、对中固定支架、压力装置等部分组成。、
2)承插式焊接设备
承插式焊接设备以加热凸凹套模为加热元件提供焊接热源用于管道焊接(图5)。
3)热丝套筒式焊接设备
热丝套筒式焊接设备的铜线圈通电后产生焦耳效应,使电热丝发热为热源。该设备主要由电源控制箱、热丝套筒和固定支架等组成,用于管道焊接(图6)。
4.3超声波焊接设备
超声波焊接设备的主要组成部分:
①超声波发生器;
②声波传递压头;
③振动声波极和转换器
④底座;
⑤压力机;
⑥控制装置
德国标准DINl320/4规定了听觉可辨认的噪音为16HZ~16KHZ。工业中应用的超声波焊接设备的频率通常是在20~40KHZ之间,超出听觉范围,可以不采取防护措施。
4.4高频焊接设备
高频塑料焊机由高频发生器,带有滤波器的高频电路、匹配器、工作装置、控制装置和电极组成(图8)。
作用:将网路低频电能转变成高频电能,塑料焊接经常采用的工作频率为27.12MHZ,并且其偏差为土0.6%,这是国际上认可的工业频率,其功率一般为0.6~150kW。
PS,PP,PE不适用高频焊接;硬PVC,软PVC,ABS,PA适用高频焊接。
6、焊接工艺
6.1热风焊
6.1.1手工热风摆动焊(WF)德国焊接学会规程DVS2207T3对此做了规定
所谓热风焊就是将热风作为热源。焊接材料根据需要可以是焊条(硬),也可以是带状的(软)。焊接时将焊条往坡口里压,随着热风的加热使焊件坡口侧和焊条都处于热塑性状态,在外加压力的作用下实现焊接。通常软、硬PVC,PE均采用此法焊接,焊接速度在250mm/min左右。
1)手工热风摆动焊(图9)
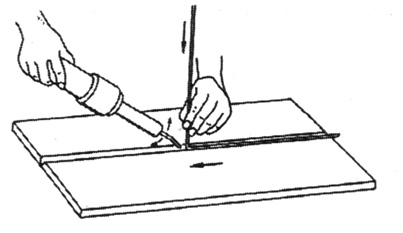
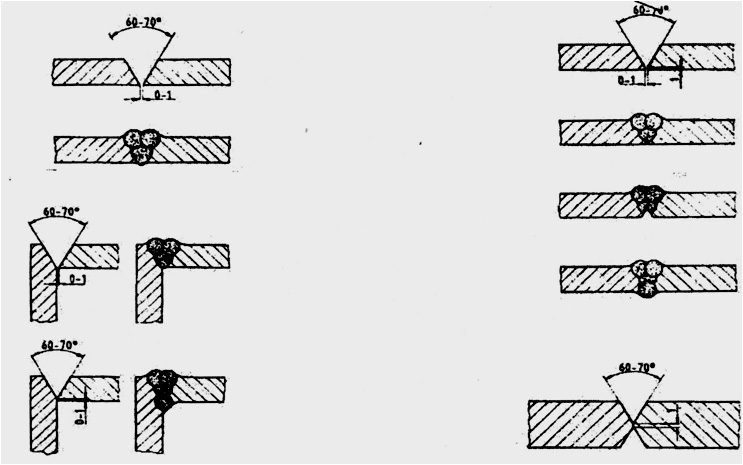
2)坡口形式(图10)
热风焊主要用来焊接板材。
3)操作要领(图11)
6.2加热元件焊
德国焊接学会规程DV$2207T1对此做了规定
6.2.1加热板式焊接(HS)(图16)
6.2.2承插式焊接(图l7)
6.2.3热丝套筒式焊接(图18)
6.3塑料超声波焊
6.4高频焊(HF)
(见德国焊接学会规程DVS2219)
7、塑料焊工的培训与考试
为什么要进行焊工培训与考试
这了保证焊接质量,受压塑料管(如气、水管)的焊接和敷设仅允许按德国气、水协会(DVGW)的规程GW330来施工,而且只允许通过了考试的焊工上岗,另外还必须有工程监理。
焊接还必须按德国焊接学会注意事项DVS220第一部分实施并制定出合适的焊接工艺要点。
前所述,用于气和水的塑料压力管的焊接,只允许使用为其专门设计的焊接设备,即手动加热元件对焊机,而热风焊是不允许的。
塑料焊工的培训和考试要按照DVS2212第一部分进行,在德国可在Aachen或Dortmund两城市进行。
- 上一篇:钎焊方法 2017-05-26
- 下一篇:铜合金产品退火工艺参数 2017-05-26



